


一、适用范围
金属工件淬火热处理工艺
二、功能结构
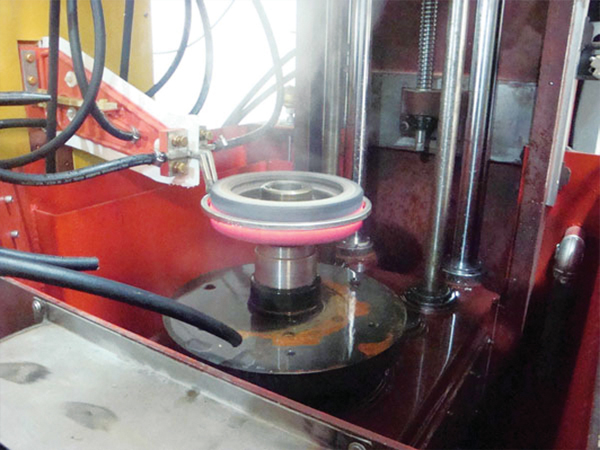
淬火成套设备主要由淬火机床、淬火电源(中频电源、高频电源 、超音频电源)、冷却装置三大部分组成;其中淬火机床由床身、上下装夹机构、夹紧旋转机构、冷却系统、淬火液循环系统、电气控制系统等组成。用户可根据淬火工艺选择淬火机床,对于特殊零件或特殊工艺,可根据加热工艺要求设计制造专用淬火机床。
淬火电源一般选用并联型感应加热电源,为稳定淬火频率、适应多种工件规格,淬火电源的槽路需选用淬火变压器。
三、技术特点
◆完善的结构设计
1. 整流开关柜和逆变输出柜一体化设计,结构紧凑体积小。
2. 选用直流斩波方式可保证网侧功率因数≥0.92,谐波含量相对较低。
3.高标准电磁兼容设计,电磁辐射满足国家标准;密闭机箱设计,满足用户现场苛刻环境要求。
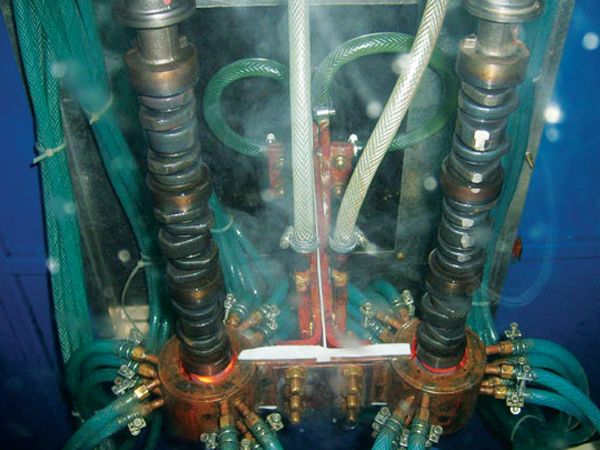
4. 淬火感应器的形状由淬火工件和淬火工艺决定,感应器制作精良。
◆控制系统
1. PLC程控或CNC数控可选。
2. 交流全数字伺服控制,数控系统采用各种先进的控制电路将位置跟踪误差降到最小,自动补
偿机械系统的静/动摩擦的非线性误差。
3. 淬火机床和淬火电源具有完善的保护功能,工作可靠、故障率低。
* 可根据用户工艺要求定制
四、设备选型参考
◆透入式加热:工件的热处理层小于电流的热透入深度,且比功率密度合适时的加热方式。
透入式加热工件表面过热度小,热过度层薄,加热效率高。(淬火效率30~40%)
◆电源功率:
功率密度(比功率):工件所获得的功率与其加热面积的比值
形状复杂(齿轮,键槽,孔眼)工件,选下限。
内孔、平面、形状简单组织致密的轴、大工件,选上限。
◆电源频率:
形状复杂(齿轮,键槽,孔眼)工件,频率适当选低。